Plaque de refroidissement de la batterie et de refroidissement par eau de la batterie
Avec la promotion en profondeur de la gestion thermique nationale des véhicules à énergies nouvelles, l'industrie des véhicules à énergies nouvelles a attiré de plus en plus d'attention. En tant que cœur des véhicules à énergies nouvelles, la sécurité, la durée de vie, l'autonomie et les performances des batteries de puissance sont également devenues le centre d'attention de la majorité des utilisateurs. Afin d'améliorer les performances des batteries, de prolonger la durée de vie des calculs CFD, d'augmenter l'autonomie des véhicules et de prévenir les accidents de sécurité des batteries électriques, la température de fonctionnement de la batterie est devenue l'un des facteurs clés.

Parmi toutes les solutions de refroidissement de batterie, le refroidissement liquide est devenu la méthode de refroidissement dominante qui surpasse le refroidissement par air et le refroidissement par changement de phase en raison de sa grande capacité thermique spécifique et de son coefficient de transfert thermique élevé. La chaleur générée par la batterie pendant le fonctionnement est transférée par le contact entre les composants électroniques et la surface du dispositif en forme de plaque en aluminium, et est finalement évacuée par le liquide de refroidissement dans le canal d'écoulement à l'intérieur de la plaque du dispositif. Ce dispositif en aluminium en forme de plaque est la plaque de refroidissement par eau.
La conception et la disposition de la plaque de refroidissement par eau sont également variées, principalement déterminées par le type de batterie et la disposition globale du système de batterie. De plus, afin d'assurer l'uniformité de la température de la batterie à grande énergie, l'ensemble du système de gestion thermique adopte essentiellement une conception à branches multiparallèles. Plus le canal de refroidissement est long, plus il est difficile de contrôler l'uniformité de la température.
Changements de processus de la plaque de refroidissement par eau de la batterie
Les véhicules électriques ont évolué depuis la conversion précoce du pétrole ordinaire en électricité jusqu'à l'optimisation des solutions PACK de batteries sous l'exigence de réduction des coûts, et le processus de fabrication des plaques de refroidissement par eau a également subi des changements.
1. Produit de première génération - plaque de refroidissement par eau en aluminium extrudé
Le matériau de la plaque de refroidissement par eau profilée est un profilé en aluminium série 6 d'une épaisseur d'environ 2 mm. Il n'est pas nécessaire d'utiliser une conception de suspension. Les modules VDA sont directement empilés sur le dessus, avec 3 à 4 modules placés sur chaque bloc. Le canal d'écoulement de l'eau peut également être intégré au fond de la boîte. Tous les modules sont empilés sur la plaque de refroidissement par eau et la solidité est évidente.
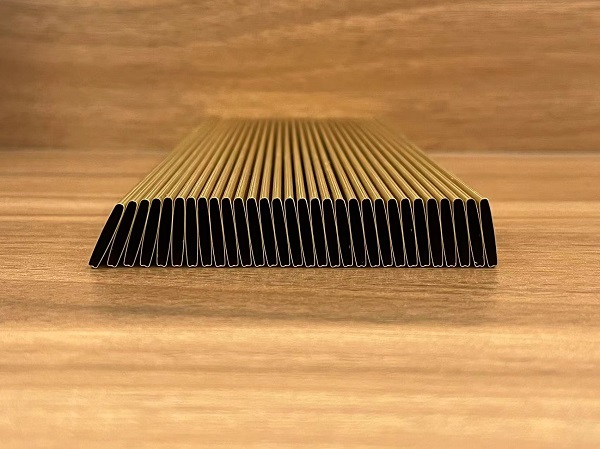
2. Les performances du produit de deuxième génération - les performances de la petite planche d'estampage et de la planche de refroidissement par eau du tube de piano affecteront les performances de la batterie d'alimentation, ce qui affecte directement la durée de vie de la batterie des véhicules électriques. Plusieurs plaques d'eau en aluminium et des planches froides contiennent plus de dix ou vingt kilogrammes de fluide limités au jeu de la batterie, elles sont donc directement entrées dans le palais froid. La scène. En fait, le procédé de soudage est largement utilisé dans l’industrie automobile. Le dissipateur thermique avant, le condenseur et l'échangeur thermique à plaques de la voiture sont utilisés. Généralement, l'aluminium de la série 3 est peint sur la position soudée, puis à température excessivement élevée (environ 600 ° C) au four de soudage fondu, le processus de travail est donc relativement simple. Utilisez le même processus, mais l'application est différente. La planche à tamponner doit d’abord tamponner une pièce de dessin. La profondeur du coureur est généralement de 2 à 3,5 mm. Soudé avec une autre tablette avec une autre tablette. La section transversale du canal d'écoulement du tube harmonica est similaire à la forme d'un tube harmonica, avec des collecteurs aux deux extrémités agissant comme des confluences, de sorte que la direction d'écoulement interne ne peut être que droite et ne peut pas être conçue arbitrairement comme une plaque estampée, et a certaines limites.
3. Produits de troisième génération - intégration et intégration de plaques de refroidissement liquide
À mesure que la densité énergétique d'une seule cellule de batterie atteint un certain goulot d'étranglement, la densité énergétique de l'ensemble du package ne peut être augmentée qu'en augmentant le taux de regroupement du PACK. Afin d'insérer plus de batteries dans la batterie, le module devient de plus en plus gros, et même le concept du module est annulé, et les batteries sont directement empilées sur la boîte, qui est CTP. Parallèlement, la plaque de refroidissement par eau de la batterie évolue également vers une grande carte, soit intégrée au boîtier ou au module, soit transformée en une grande plaque emboutie plate sur le fond du boîtier ou recouvrant le haut de la batterie. cellule.
Parmi les trois types, la complexité fonctionnelle de la plaque de refroidissement liquide de type plaque emboutie sera plus élevée, car les exigences d'emboutissage et de soudage impliquées sont très exigeantes. Dans le même temps, quel que soit le type de processus de fabrication de plaques de refroidissement par eau pour batterie utilisé, le soudage est un processus très important. De nos jours, la technologie de traitement de soudage des plaques de refroidissement par eau est principalement divisée en trois catégories : le collage par diffusion sous tension, le brasage sous vide et le soudage par friction sous agitation. Les plaques de refroidissement par liquide de brasage sous vide présentent les caractéristiques d'une structure de conception flexible et d'une efficacité de soudage élevée, elles sont donc largement utilisées dans le domaine des véhicules électriques.
À l'heure actuelle, avec la diversification progressive de la structure des plaques de refroidissement liquide, les exigences en matière de procédés de soudage sont de plus en plus élevées et le soudage se développe également dans les 6 directions suivantes : 1) Améliorer l'efficacité énergétique du soudage, augmenter la productivité du soudage et réduire le soudage. frais; 2) Améliorer le niveau de mécanisation et d'automatisation de l'atelier de préparation et améliorer la stabilité de la qualité du soudage ; 3) Automatisez le processus de soudage, améliorez l’environnement de production de soudage et résolvez les conditions de travail difficiles ; 4) Le développement des industries émergentes continue de promouvoir l’avancement de la technologie du soudage ; 5) La recherche et le développement de sources de chaleur ne peuvent être ignorés ; 6) Les technologies d’économie d’énergie sont une préoccupation commune. En résumé, cela impose également des exigences plus élevées en matière de recherche, de développement et de production d'équipements de soudage.